Product Description
Heavy duty series roller chain – 08AH, 10AH, 12AH,16AH:
A. Our Services
1. Any of your kind inquiry roller chain would be replied within 24 hours.
2. Well-trained and experienced sales staffs will reply all your concerns in fluent English.
3. OEM services are available with us, our professional designer would make your private idea into being.
4. Protection of your sales area, ideas of design and all your private information.
5. Delivery by air mail or ship for your orders.
6. With years of manufacture and promotion experience in global market, brings you profit and great success!
B. Technique Parameter
C. Company show & Product process
D. FAQ
1. Are you manufacturer or trade Company?
We are a factory founded in 1991 with trade team for international service.
2. What terms of payment you usually use?
T/T 30% deposit and 70% against document, Western Union, L/C at sight
3. what is your lead time for your goods?
Normally 45 days after confirmed order. 30 days could be available in low season for some items (during May to July), and 65 days during new year and hot season ( Jan to March).
4. Do you attend any Show?
We attend Hannover show in Germany, NMW in Austrilia, Canton fair, PTC, in China and many other special furniture shows.
5. Do you have any instant chat ?
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Usage: | Transmission Chain |
|---|---|
| Material: | Carbon Steel |
| Surface Treatment: | Oil Blooming |
| Feature: | Heat Resistant |
| Chain Size: | 1/2"*3/32" |
| Structure: | Roller Chain |
| Customization: |
Available
| Customized Request |
|---|

What are the benefits of using a self-lubricating conveyor chain?
Self-lubricating conveyor chains offer several advantages over traditional lubricated chains. Here are some key benefits:
1. Reduced Maintenance: Self-lubricating chains eliminate the need for regular lubrication, reducing the time and effort required for maintenance. This is particularly beneficial in applications where access to the chain is difficult or time-consuming.
2. Cost Savings: By eliminating the need for external lubrication, self-lubricating chains can help reduce lubrication costs over the lifetime of the chain. This includes the cost of lubricants, as well as the labor and equipment required for lubrication maintenance.
3. Clean and Environmentally Friendly: Self-lubricating chains do not require external lubricants, resulting in a cleaner working environment. There is no risk of lubricant spills or contamination of the surrounding area, making them ideal for applications that require strict cleanliness standards, such as food processing or pharmaceutical industries.
4. Extended Chain Life: Self-lubricating chains are designed with built-in lubrication systems that provide a continuous and controlled supply of lubricant to the chain components. This helps reduce friction, wear, and heat generation, resulting in longer chain life and improved performance.
5. Improved Reliability: With consistent and reliable lubrication, self-lubricating chains maintain optimal performance and minimize the risk of chain failure or breakdown. They are less susceptible to premature wear, elongation, and corrosion, ensuring a more reliable and efficient conveyor system.
It’s important to note that the specific benefits of self-lubricating chains may vary depending on the manufacturer and the design of the chain. It’s recommended to consult with the chain manufacturer or an industry expert to understand the suitability and advantages of self-lubricating chains for a particular application.

What are the benefits of using a modular conveyor chain system?
A modular conveyor chain system offers several benefits in terms of flexibility, efficiency, and ease of maintenance. Here are some key advantages:
1. Versatility: Modular conveyor chains are designed with interlocking modules that can be easily connected and disconnected. This allows for flexibility in configuring the conveyor system according to specific layout requirements, production needs, or space limitations. Modules can be added, removed, or repositioned to accommodate changing production processes or product variations.
2. Customizability: The modular design of the conveyor chain system enables customization to meet specific application requirements. Different types of modules are available, including straight sections, curves, inclines, declines, merges, and diverters. Accessories such as side guides, cleats, or product hold-downs can be easily integrated into the system.
3. Quick Installation and Modification: Modular conveyor chains are designed for easy installation and modification. With their snap-in or snap-on connections, modules can be rapidly assembled or disassembled, reducing downtime during system setup or reconfiguration. This feature also facilitates maintenance, repairs, or future expansions.
4. Enhanced Efficiency: The modularity of the conveyor chain system allows for efficient material handling and optimized workflow. The smooth transfer between modules minimizes product jams or misalignments, ensuring a continuous and consistent flow of materials. The ability to incorporate curves or inclines in the system enables efficient use of floor space and facilitates the movement of products through different elevations.
5. Easy Maintenance: Modular conveyor chain systems are designed for ease of maintenance. Individual modules can be easily accessed and replaced without disassembling the entire system. This reduces maintenance time and costs. Additionally, the open structure of the modules allows for easy cleaning, debris removal, and inspection.
6. Durability and Reliability: Modular conveyor chains are typically made from high-quality materials such as plastic or stainless steel, ensuring durability and long-lasting performance. They are resistant to wear, corrosion, and chemical damage, making them suitable for various industrial environments. The interlocking design provides stability and prevents chain slippage during operation.
7. Safety Features: Modular conveyor chain systems can incorporate safety features such as emergency stop buttons, safety guarding, or sensors for detecting blockages or excessive loads. These features help maintain a safe working environment for operators and protect the integrity of the products being transported.
Overall, a modular conveyor chain system offers versatility, customizability, efficiency, and ease of maintenance. It is a reliable solution for material handling in industries such as manufacturing, packaging, distribution, and logistics.

What are the noise levels associated with conveyor chains?
The noise levels associated with conveyor chains can vary depending on several factors:
1. Chain Type: Different types of conveyor chains produce varying noise levels. For example, roller chains tend to generate more noise compared to silent chains or plastic modular chains.
2. Speed: The speed at which the conveyor chain operates can influence the noise level. Higher speeds generally result in increased noise due to the impact and friction between the chain and other components.
3. Chain Condition: The condition of the conveyor chain plays a role in noise generation. Worn-out or improperly maintained chains can produce more noise due to increased friction and vibration.
4. Surrounding Environment: The noise levels can also be affected by the environment in which the conveyor system operates. Factors such as the presence of other machinery, acoustics of the facility, and noise insulation measures can impact the overall noise level.
5. Design and Components: The design of the conveyor system and the choice of components can influence noise levels. Factors such as the use of noise-reducing materials, proper alignment of components, and vibration dampening measures can help reduce noise.
It is important to note that excessive noise levels in the workplace can have adverse effects on the well-being of employees and may require noise control measures to comply with occupational health and safety regulations. Implementing noise reduction strategies like using noise-dampening materials, incorporating proper lubrication, maintaining chain tension, and applying vibration isolation techniques can help minimize the noise associated with conveyor chains.


editor by CX 2024-05-08
China Good quality Modern Automatic Piggery Equipment Conveyor Chain
Product Description
Stopper chain
The pig feeding line is controlled by a microprocessor to start the feeding motor when the sensor detects the material level in the feeding trough. When the feeding trough is short of material, the feeding trough begins to discharge. When the feeding trough is full, the sensor detects the full state of material, and the feeding motor stops feeding.
1. The use of soft steel cables as the main load-bearing body has the advantage of being able to bend freely and having stronger load-bearing capacity than second-generation chain products. The theoretical breaking force is 2.0T, and the safety pulling force is 1.5T. 2. The steel cables are formed by secondary injection molding with environmentally friendly soft glue, ensuring that the steel cables are sealed without rust. The environmentally friendly soft glue is non-toxic to animals and has no side effects. 3. The manufacturer produces directly, with cost advantages and product development speed advantages. We have the overall production equipment and site from molds to injection molding.
HangZhou Xihu (West Lake) Dis. Agricultural and Animal Husbandry Machinery Co., Ltd is a company with a full industrial chain covering the entire set of equipment required by pig farms. It has stainless steel production workshop, column production workshop, chain industry production workshop, material line production workshop, water curtain paper production workshop, and cement leakage board production workshop. It is a CHINAMFG force that truly connects customer needs to the implementation of the farm. In order to provide customers with high-quality products, the company has invested in the construction of experimental breeding farms to market the tested products.
The company has been deeply involved in the animal husbandry industry for more than 20 years and has always regarded creating visible value for customers as its business philosophy. The company has focused on resource restructuring, new construction, and sharing. After transformation, “Animal Husbandman” has become an all-around enterprise that integrates production, research and development, sales, farm design, installation and after-sales service of one-stop breeding equipment.
The company is located adjacent to the national large-scale steel wholesale market HangZhou City, with a superior geographical location. It is adjacent to the 107 National Highway and the ZheJiang Hong Kong Macao Expressway, with convenient transportation, and can efficiently and conveniently transport various products to breeding farms across the country.
With the progress of technology and the development of breeding technology, traditional breeding methods have gradually been phased out, and people are paying more and more attention to scientific, large-scale, and automated breeding methods.
The company mainly operates automated feeding systems, environmental control systems, and column design and installation required for pig farms, enabling them to achieve automatic and convenient feeding, environmental control supervision, and metering feeding. Let pig babies grow up healthy and make bosses more worry free.
Q:Is your company a manufacturer or a trading company?
A:Xihu (West Lake) Dis. is a professional manufactuer of CHINAMFG farm equipment, we have our own factory.
Q:Do you provide samples? Is it free or extra?
A:Yes, we could offer the sample but not for free charge.
Q:How long is your delivery time?
A: Generally it is 10-15 days if the goods are in stock. Or it is 30-45 days if the goods are not
in stock, it is according to quantity.
Q:What is your terms of payment?
A:Payment=1000USD, 30% T/T in advance, balance
before shipment. If you have another question, pls feel free to contact us.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Usage: | Conveyor Chain |
|---|---|
| Material: | Stainless steel |
| Surface Treatment: | Electroplating |
| Feature: | Oil Resistant |
| Chain Size: | Customized |
| Structure: | Welded Chain |
| Samples: |
US$ 7/meter
1 meter(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

Can a conveyor chain be used in extreme temperature environments?
Yes, conveyor chains can be designed and manufactured to withstand extreme temperature environments. The suitability of a conveyor chain for high or low-temperature applications depends on the material composition and construction of the chain.
1. High-Temperature Environments: For applications involving high temperatures, conveyor chains made of heat-resistant materials such as stainless steel or special alloys are commonly used. These chains can withstand elevated temperatures without significant deformation or loss of strength. They are designed to resist oxidation, corrosion, and thermal expansion, ensuring reliable performance in hot environments.
2. Low-Temperature Environments: Similarly, conveyor chains can also be engineered for low-temperature applications. In cold environments, chains made of materials that remain ductile and strong at low temperatures are utilized. These chains are designed to withstand the effects of cold temperatures without becoming brittle or losing their mechanical properties.
It’s important to consult with conveyor chain manufacturers or experts who specialize in extreme temperature applications to select the most suitable chain material and design. They can provide guidance on factors such as material selection, lubrication, and operational considerations to ensure the conveyor chain performs effectively and reliably in extreme temperature environments.
What are the benefits of using a roller conveyor chain?
A roller conveyor chain offers several advantages in material handling and transportation applications. Here are some of the benefits:
1. Efficient transportation: Roller conveyor chains are designed to smoothly and efficiently transport various types of goods and materials. The rollers provide low-friction movement, reducing the effort required to move the load along the conveyor.
2. Versatility: Roller conveyor chains are versatile and can handle a wide range of products, from small and lightweight items to heavy and bulky loads. They are commonly used in industries such as manufacturing, distribution, logistics, and warehouses.
3. Durability: Roller conveyor chains are typically made from robust materials such as steel, which provides excellent durability and longevity. They can withstand heavy loads, repetitive use, and harsh working environments.
4. Flexibility: Roller conveyor chains can be configured in various layouts to accommodate different space requirements and material flow patterns. They can be straight, curved, inclined, or declined to optimize the flow of goods within the facility.
5. Easy accumulation: Roller conveyor chains allow for efficient accumulation of products without causing damage or jamming. The rollers can be designed with specific spacing and configurations to enable controlled accumulation and release of items along the conveyor line.
6. Minimal maintenance: With proper maintenance and lubrication, roller conveyor chains require minimal upkeep. The design of the chain and rollers reduces the accumulation of debris, making them easier to clean and maintain.
7. Smooth and quiet operation: The use of rollers in the conveyor chain ensures smooth and quiet operation, reducing noise levels in the workplace. This creates a more comfortable and productive working environment.
8. Enhanced safety: Roller conveyor chains are designed with safety in mind. They can be equipped with various safety features such as guards, sensors, and emergency stop mechanisms to ensure the well-being of operators and prevent accidents.
By utilizing a roller conveyor chain, businesses can benefit from improved efficiency, increased durability, flexibility in material handling, and enhanced safety in their operations.

What factors should be considered when designing a conveyor chain system?
When designing a conveyor chain system, several factors need to be considered to ensure optimal performance and functionality. These factors include:
- Load Capacity: The load capacity of the conveyor chain system is a critical consideration. It involves determining the maximum weight and size of the materials or products to be conveyed. This information helps in selecting the appropriate chain type, size, and strength to handle the expected load.
- Speed and Throughput: The desired speed at which the conveyor system needs to operate and the expected throughput of materials are important factors. They influence the selection of chain pitch, sprocket size, and motor power to achieve the desired conveyor speed and material handling capacity.
- Environmental Conditions: The operating environment plays a crucial role in the design of a conveyor chain system. Factors such as temperature, humidity, dust, corrosive substances, and presence of water or chemicals impact the selection of materials for the chain, sprockets, and other components to ensure durability and resistance to wear and corrosion.
- Conveyor Layout and Configuration: The layout and configuration of the conveyor system are key considerations. Factors such as available space, conveyor path, incline or decline angles, and any required curves or turns affect the selection of chain type, sprocket arrangement, and overall system design.
- Maintenance and Accessibility: Easy access for maintenance and servicing is crucial for the longevity and efficient operation of the conveyor chain system. Considering factors such as lubrication points, chain tension adjustment mechanisms, and overall accessibility for inspections and repairs ensures smooth operation and minimizes downtime.
- Noise and Vibration: The level of noise and vibration generated by the conveyor chain system can impact the working environment. Design considerations such as selecting chain types with low noise characteristics, implementing proper lubrication, and using vibration-damping components help minimize noise and vibration levels.
- Safety: Safety is of paramount importance in conveyor chain system design. Factors such as guarding, emergency stop systems, proper alignment, and anti-slip measures need to be incorporated to ensure the safety of operators and prevent accidents or injuries.
Considering these factors during the design stage helps in selecting the appropriate conveyor chain type, size, and configuration to meet the specific requirements of the application, ensuring smooth and efficient material handling operations.
editor by CX 2024-04-25
China Good quality Drop Forged Rivetless Chain with Pich 160mm for Conveyor Lines
Product Description
Product Description
The drop forged chains made of heat treated high grade alloy steel.
1) X348,X458,X678,H698,9118,P1
Http://kasinchain
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Material: | SCR440 |
|---|---|
| Structure: | Forging |
| Surface Treatment: | Shot Blasting |
| Chain Size: | P:160mm |
| Feature: | Heat Resistant, Forging |
| Links Per 10 FT: | 20 |
| Samples: |
US$ 29/Meter
1 Meter(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

How does a conveyor chain handle accumulation and indexing applications?
In conveyor systems, accumulation and indexing refer to specific methods of controlling the movement and positioning of items along the conveyor line. A conveyor chain can effectively handle these applications through the use of specialized components and control mechanisms. Here’s a detailed explanation:
Accumulation:
– Accumulation refers to the process of temporarily storing or buffering items on the conveyor to control the flow of materials. Conveyor chains designed for accumulation applications typically incorporate features such as low-friction chain guides, accumulating zones, and sensors.
– In an accumulation conveyor chain system, the chain is divided into discrete zones where items can accumulate. As products enter a zone, the chain slows down or stops, allowing items to accumulate without colliding with each other. Sensors or photoelectric cells detect the presence of items in each zone and provide signals to control the chain movement.
– The accumulation zones in the conveyor chain system can be controlled in different ways, such as through the use of motorized rollers, pneumatic devices, or electronic sensors. This ensures a controlled and synchronized flow of items along the conveyor line.
Indexing:
– Indexing refers to the precise positioning of items at specific intervals along the conveyor line. This is commonly used in applications where accurate positioning or sequencing is required, such as assembly or packaging processes.
– Conveyor chains designed for indexing applications incorporate specialized index pins, stops, or precision indexing drives. These components work together to accurately position items at predetermined locations along the conveyor.
– The indexing mechanism of a conveyor chain system can be driven by mechanical cams, servo motors, or programmable logic controllers (PLCs). The indexing motion can be synchronized with other processes or machines downstream to ensure precise assembly or packaging operations.
– By combining accumulation and indexing capabilities, a conveyor chain system can handle a wide range of applications, including sorting, buffering, sequencing, and automated assembly. It provides control over the flow and positioning of items, allowing for efficient material handling and optimized production processes.

How do you select the appropriate lubricant for a conveyor chain?
Selecting the right lubricant is crucial for maintaining the performance and longevity of a conveyor chain. Here are the key factors to consider when choosing a lubricant:
1. Chain Type and Material: Different conveyor chains may have specific requirements for lubrication based on their construction materials and design. Consult the manufacturer’s recommendations or specifications to determine the lubricant compatibility.
2. Operating Conditions: Consider the operating environment, such as temperature, humidity, and presence of contaminants. For high-temperature applications, choose a lubricant with a higher temperature tolerance. In wet or dusty environments, opt for lubricants that offer excellent resistance to water washout and provide effective protection against contaminants.
3. Load and Speed: Evaluate the load capacity and speed of the conveyor chain. Higher loads and speeds may require lubricants with better film strength and anti-wear properties to reduce friction and prevent premature wear.
4. Lubrication Method: Determine the lubrication method that will be used for the conveyor chain. Lubricants can be applied through drip systems, brushes, spray nozzles, or automatic lubrication systems. Consider the viscosity and consistency of the lubricant to ensure proper application and distribution.
5. Food-Grade Requirements: In food processing or pharmaceutical applications, where direct contact with the product may occur, it’s essential to use food-grade lubricants that meet industry regulations and requirements for safety and hygiene.
6. Maintenance Schedule: Consider the desired maintenance intervals and the lubricant’s longevity. Some lubricants may require more frequent reapplication, while others provide longer-lasting lubrication.
7. Compatibility with Other Materials: Take into account the compatibility of the lubricant with other materials in the conveyor system, such as seals, gaskets, and paints. Ensure that the lubricant does not cause any adverse effects on these components.
It is recommended to consult with lubricant manufacturers or industry experts to select the most suitable lubricant for your specific conveyor chain application. They can provide guidance based on their expertise and knowledge of lubricant formulations and performance characteristics.

What are the industry standards and regulations for conveyor chains?
In the field of conveyor chains, there are several industry standards and regulations that help ensure safety, performance, and quality. Some of the commonly recognized standards include:
1. ISO 1977:2013 – Conveyor chains, attachments, and sprockets: This International Organization for Standardization (ISO) standard specifies the requirements and dimensions for various types of conveyor chains, attachments, and sprockets used in general industrial applications.
2. ANSI/ASME B29.1 – Precision Power Transmission Roller Chains, Attachments, and Sprockets: This American National Standard Institute (ANSI) standard provides guidelines for the design, dimensions, and performance of roller chains, attachments, and sprockets used in power transmission systems, including conveyor chains.
3. CEMA – Conveyor Equipment Manufacturers Association: CEMA publishes various standards and technical documents related to conveyor systems, including conveyor chains. These standards cover topics such as safety, design, installation, maintenance, and operation of conveyor equipment.
4. OSHA – Occupational Safety and Health Administration: OSHA is a regulatory agency in the United States that sets and enforces safety standards for workplaces. They have specific regulations related to conveyor systems, including requirements for guarding, maintenance, and employee safety.
5. Local and National Building Codes: Depending on the location and application, there may be specific building codes or regulations that dictate the design, installation, and operation of conveyor chains. These codes ensure compliance with safety and structural requirements.
It’s important for conveyor chain manufacturers, system integrators, and end-users to adhere to these industry standards and regulations to ensure the safe and reliable operation of conveyor systems. Compliance with these standards helps to maintain worker safety, promote system performance, and ensure compatibility and interchangeability of conveyor chain components.
editor by CX 2024-04-08
China Good quality 35 Roller Chain Straight Side Plates China Series Large Pitch Best Price Manufacture Special Attachments Double Lumber Sharp to Type Engineering Conveyor Chains
Product Description
35 Roller Chain Straight Side Plates China Series Large Pitch Best Price Manufacture Special Attachments Double Lumber Sharp to Type Engineering Conveyor Chains
Product Description
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Usage: | Transmission Chain, Drag Chain, Conveyor Chain, Dedicated Special Chain |
|---|---|
| Material: | Stainless steel |
| Surface Treatment: | Oil Blooming |
| Feature: | Oil Resistant |
| Chain Size: | 1/2"*3/32" |
| Structure: | Roller Chain |
| Samples: |
US$ 9999/Piece
1 Piece(Min.Order) | |
|---|

How does a conveyor chain impact energy efficiency in a system?
A conveyor chain plays a significant role in the energy efficiency of a conveyor system. Here are the ways in which it impacts energy efficiency:
1. Reduced Power Consumption:
– A well-designed conveyor chain with low friction characteristics can minimize power consumption. By reducing the frictional resistance between the chain and the conveyor components, less energy is required to move the chain and transport the materials along the conveyor system.
2. Efficient Power Transmission:
– The design and construction of a conveyor chain contribute to efficient power transmission. Chains with optimized pitch, roller diameter, and sprocket tooth profile ensure smooth and effective power transfer, minimizing energy losses during operation.
3. Proper Chain Tensioning:
– Maintaining proper chain tension is crucial for energy efficiency. An adequately tensioned chain ensures optimal contact between the chain and the sprockets, minimizing slippage and power loss. Regular inspections and adjustments of chain tension help maximize energy efficiency.
4. Alignment and Tracking:
– Proper alignment and tracking of the conveyor chain are essential for energy efficiency. Misaligned or poorly tracked chains can cause increased friction, leading to higher energy consumption. Regular monitoring and adjustment of the chain’s alignment ensure smooth and efficient operation.
5. Regular Maintenance:
– Performing routine maintenance on the conveyor chain, including lubrication, cleaning, and inspection, helps maintain optimal performance and energy efficiency. Adequate lubrication reduces friction and wear, minimizing power losses and extending the chain’s lifespan.
6. System Design Optimization:
– Considering energy efficiency during the design phase of a conveyor system can significantly impact its overall efficiency. Proper selection of conveyor chain components, such as low-friction materials and efficient drive systems, can help minimize energy consumption and improve the system’s energy efficiency.
By employing these practices and utilizing energy-efficient conveyor chain technologies, businesses can reduce energy costs, minimize environmental impact, and enhance the overall sustainability of their operations.
How does a conveyor chain handle different types of materials?
A conveyor chain is designed to handle a wide variety of materials in diverse industrial applications. It is capable of efficiently transporting different types of materials, including:
1. Bulk Materials: Conveyor chains are commonly used to handle bulk materials such as grains, coal, ores, aggregates, and powders. The design of the chain, including the spacing and shape of the links, helps prevent material spillage and ensures smooth and consistent flow.
2. Packaged Goods: Conveyor chains are also used for conveying packaged goods such as boxes, cartons, crates, and pallets. They provide a stable and reliable method of transporting these items along the production line, reducing manual handling and increasing productivity.
3. Small Parts: Conveyor chains with specialized attachments or small-pitch configurations are suitable for handling small parts or components. These chains ensure precise positioning and gentle transport of delicate or intricate items.
4. Heavy-Duty Loads: Industrial conveyor chains are capable of handling heavy-duty loads, such as automotive parts, machinery components, and large equipment. They are engineered to withstand the weight and stress of these objects, providing reliable and efficient material handling in demanding environments.
5. Food and Beverage Products: Conveyor chains used in the food and beverage industry are designed to meet strict hygiene and safety standards. They are constructed from materials that are resistant to corrosion, easy to clean, and compliant with food-grade regulations. These chains ensure the safe and contamination-free handling of food products.
6. Hazardous Materials: Conveyor chains can be used to safely transport hazardous materials, such as chemicals or waste products. Specialized chains with additional safety features, such as sealed housings or containment systems, are utilized to minimize the risk of spills or leaks.
Conveyor chains can be customized with different chain configurations, attachments, and accessories to accommodate specific material characteristics and handling requirements. The selection of the appropriate chain type, material, and design parameters ensures optimal performance and efficient material handling for a wide range of materials.
What industries commonly use conveyor chains?
Conveyor chains are widely used in various industries for efficient material handling and transportation. Here are some of the industries commonly using conveyor chains:
- Manufacturing: Conveyor chains are extensively used in manufacturing industries such as automotive, electronics, appliances, and machinery. They facilitate the movement of components, parts, and finished products along assembly lines.
- Food and Beverage: The food and beverage industry relies heavily on conveyor chains for conveying and processing food products, including packaging, sorting, and distribution. Conveyor chains in this industry often have specific requirements such as sanitary design and resistance to contaminants.
- Logistics and Warehousing: Conveyor chains are integral to logistics and warehousing operations for efficient handling of goods, including sorting, loading, unloading, and distribution. They are commonly used in distribution centers, airports, and postal facilities.
- Mining and Quarrying: Conveyor chains play a crucial role in mining and quarrying operations by transporting bulk materials such as coal, ore, gravel, and aggregates. They are designed to withstand heavy loads and harsh environments.
- Agriculture: In the agricultural sector, conveyor chains are used for handling crops, grains, seeds, and livestock feed. They are employed in processing plants, grain elevators, and animal feed production facilities.
- Automotive: The automotive industry extensively uses conveyor chains in assembly plants for transporting vehicle components, body frames, engines, and other parts throughout the production process.
- Pharmaceutical and Healthcare: Conveyor chains are utilized in pharmaceutical and healthcare facilities for the automated movement of medical supplies, pharmaceutical products, and laboratory specimens.
- Chemical and Petrochemical: Conveyor chains are employed in chemical and petrochemical industries for the handling of hazardous materials, bulk chemicals, and raw materials during production and storage.
- Construction and Building Materials: Conveyor chains are used in construction sites and building material production facilities for conveying materials such as cement, bricks, aggregates, and roofing materials.
These are just a few examples, and conveyor chains are also utilized in many other industries where efficient material handling and transportation are essential for the production and distribution processes.
editor by CX 2024-04-04
China Good quality Customized Plate Chain for Bucket Elevator Ne150
Product Description
HangZhou HAYING TECHNOLOGY INDUSTRIES CO., LTD
We are a research and development production, distribution in 1 of the business enterprises. The main production of Marine anchor chain and hoist ring chain, hoist chain and various accessories.
Founded in 1965, has been producing Marine anchor chain (13-46) and elevator ring chain (13-30), plate chain and various types of machine accessories. Also distributes Japanese standard, American standard, German standard series chain, sprocket, can be processed according to the user’s drawing.
Products are widely used in agricultural machinery, lifting platform, food machinery, metallurgical machinery, mining machinery, engineering machinery, road construction machinery, CNC machinery and other industries.
Our high-quality products have won the recognition of the majority of users, the current products are not only sold to more than 30 provinces and cities in the country, but also exported to many countries in Asia, Europe and America.
Our company has a complete and scientific quality management system, we regard quality as the core element of the long-term development of enterprises. And has a mature production technology, good service attitude of the team. We will continue to strengthen the technology research and development and manufacturing capabilities of high-end products, and continue to introduce products with market competitiveness to meet the needs of our customers.
Product Description
Large conveying capacity: conveying capacity up to 100m3/h
Long service life: The high strength wear-resistant chain made of alloy steel by advanced heat treatment means can ensure the service life of the conveyor chain for 3-5 years under normal continuous use
Wide lifting range: it can not only lift powder and granular materials, but also lift large grinding materials and materials with temperatures up to 200ºC
High lifting height: under the rated conveying capacity, the lifting height can reach 50m. Materials with high humidity and strong viscosity should not be selected
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Material: | Iron |
|---|---|
| Structure: | Welded Chain |
| Surface Treatment: | Polishing |
| Chain Size: | 1/2"*11/128" |
| Feature: | Heat Resistant |
| Warranty: | 1-3 Years |
| Customization: |
Available
| Customized Request |
|---|
How does a conveyor chain impact energy efficiency in a system?
A conveyor chain plays a significant role in the energy efficiency of a conveyor system. Here are the ways in which it impacts energy efficiency:
1. Reduced Power Consumption:
– A well-designed conveyor chain with low friction characteristics can minimize power consumption. By reducing the frictional resistance between the chain and the conveyor components, less energy is required to move the chain and transport the materials along the conveyor system.
2. Efficient Power Transmission:
– The design and construction of a conveyor chain contribute to efficient power transmission. Chains with optimized pitch, roller diameter, and sprocket tooth profile ensure smooth and effective power transfer, minimizing energy losses during operation.
3. Proper Chain Tensioning:
– Maintaining proper chain tension is crucial for energy efficiency. An adequately tensioned chain ensures optimal contact between the chain and the sprockets, minimizing slippage and power loss. Regular inspections and adjustments of chain tension help maximize energy efficiency.
4. Alignment and Tracking:
– Proper alignment and tracking of the conveyor chain are essential for energy efficiency. Misaligned or poorly tracked chains can cause increased friction, leading to higher energy consumption. Regular monitoring and adjustment of the chain’s alignment ensure smooth and efficient operation.
5. Regular Maintenance:
– Performing routine maintenance on the conveyor chain, including lubrication, cleaning, and inspection, helps maintain optimal performance and energy efficiency. Adequate lubrication reduces friction and wear, minimizing power losses and extending the chain’s lifespan.
6. System Design Optimization:
– Considering energy efficiency during the design phase of a conveyor system can significantly impact its overall efficiency. Proper selection of conveyor chain components, such as low-friction materials and efficient drive systems, can help minimize energy consumption and improve the system’s energy efficiency.
By employing these practices and utilizing energy-efficient conveyor chain technologies, businesses can reduce energy costs, minimize environmental impact, and enhance the overall sustainability of their operations.

How does a conveyor chain contribute to overall production efficiency?
A conveyor chain plays a crucial role in enhancing overall production efficiency in various industries. Here are the ways in which it contributes to efficiency:
1. Continuous Material Flow: A conveyor chain enables continuous and uninterrupted material flow from one point to another. It eliminates the need for manual handling or transportation of goods, reducing downtime and delays in production processes.
2. Increased Throughput: By automating material handling, a conveyor chain enables faster and more efficient movement of goods. It allows for higher throughput and production rates, maximizing the utilization of resources and reducing cycle times.
3. Improved Productivity: With a conveyor chain, employees can focus on value-added tasks rather than manual material handling. This leads to improved productivity as workers can concentrate on more skilled and critical operations.
4. Efficient Resource Allocation: A well-designed conveyor chain system optimizes the utilization of space, allowing for efficient layout and organization of production areas. It helps in streamlining workflow and minimizing wastage of resources such as floor space, manpower, and equipment.
5. Quality Control: Conveyor chains can be integrated with inspection stations or automated processes to ensure quality control at various stages of production. This helps in detecting and rectifying any defects or inconsistencies, reducing the chances of faulty products reaching the market.
6. Reduced Material Handling Costs: By eliminating or minimizing manual material handling, a conveyor chain reduces labor costs associated with transportation, lifting, and carrying of goods. It also minimizes the risk of injuries or accidents related to manual handling.
7. Flexibility and Adaptability: Conveyor chains can be customized to suit specific production requirements. They can be designed to accommodate different types of products, handle various load capacities, and adapt to changes in production demands. This flexibility allows for seamless integration with existing production systems and easy scalability.
8. Safety and Ergonomics: Conveyor chains incorporate safety features such as guards, emergency stop buttons, and interlocks to ensure worker safety. They also promote ergonomic practices by reducing physical strain on workers and minimizing the risk of musculoskeletal injuries.
Overall, a well-designed and properly maintained conveyor chain system enhances production efficiency by optimizing material flow, increasing throughput, improving productivity, reducing costs, ensuring quality control, and prioritizing worker safety.
What are the main components of a conveyor chain?
The main components of a conveyor chain include:
- Chain Links: Chain links are the individual components that make up the conveyor chain. They are typically made of metal and are connected to form a continuous loop. The design and configuration of the chain links can vary depending on the specific application and load requirements.
- Pins: Pins are the cylindrical components that hold the chain links together. They are inserted through the end of each chain link to create a solid connection. Pins are usually made of hardened steel to withstand the forces and friction within the conveyor system.
- Sprockets: Sprockets are toothed wheels that engage with the chain links and provide the driving force to move the conveyor chain. They are typically made of durable materials such as steel or plastic and are designed to match the pitch and profile of the conveyor chain. Sprockets come in various sizes and configurations depending on the desired speed and load capacity of the conveyor system.
- Guide Rails: Guide rails are stationary components installed along the conveyor path to guide and support the movement of the conveyor chain. They help maintain proper alignment and prevent the chain from derailing or deviating from its intended path.
- Tensioners: Tensioners are devices used to maintain the proper tension in the conveyor chain. They ensure that the chain remains taut and engaged with the sprockets, preventing slack or excessive sagging. Tensioners can be adjusted to accommodate variations in chain length and to compensate for wear over time.
- Attachments and Accessories: Depending on the specific application, conveyor chains may include various attachments and accessories. These can include cleats, flights, buckets, or other devices that aid in the movement and handling of specific types of materials. These attachments are typically secured to the chain links at specific intervals or locations.
The combination of these components creates a robust and reliable conveyor chain system capable of efficiently transporting materials in a wide range of industrial applications.
editor by CX 2024-03-27
China Good quality High Tensile Drop Forged Rivetless Chain X678 Pitch 153.20mm with Conveyor for Monorail Conveyor System
Product Description
Product Description
The drop forged chains made of heat treated high grade alloy steel.
1) X348,X458,X678,H698,9118,P1/8822 0571 -57152031 Fax: 86~/8822 0571 -57152030
Http://kasinchain
| Material: | SCR440 |
|---|---|
| Structure: | Forging |
| Surface Treatment: | Shot Blasting |
| Chain Size: | P:153.2mm |
| Feature: | Heat Resistant, Forging |
| Links Per 10 FT: | 20 |
| Samples: |
US$ 25/Meter
1 Meter(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|
How do you ensure proper tensioning and alignment of a conveyor chain?
Proper tensioning and alignment are essential for the efficient and reliable operation of a conveyor chain. Here are the steps to ensure correct tensioning and alignment:
1. Initial Installation:
– Ensure that the conveyor frame and supports are properly aligned and leveled before installing the chain. Any misalignment or unevenness can lead to tensioning and alignment issues.
– Follow the manufacturer’s guidelines and specifications for chain installation. This includes proper placement of sprockets, tensioners, and guides.
2. Tensioning:
– Adjust the tension of the chain to the manufacturer’s recommended specifications. Proper tension prevents excessive sagging or tightness, reducing wear and extending the chain’s life.
– Use tensioning devices, such as adjustable take-up units or tensioning screws, to achieve the desired tension. Refer to the manufacturer’s guidelines for the appropriate method of tensioning for your specific conveyor chain.
– Regularly check and adjust the tension as needed. Factors such as chain wear, load variations, and temperature changes can affect the chain’s tension over time.
3. Alignment:
– Check the alignment of the chain with respect to the sprockets and guides. Misalignment can cause uneven wear, increased friction, and premature failure of the chain.
– Inspect the alignment by visually examining the chain’s path along the sprockets and guides. It should run smoothly without any signs of rubbing or excessive deviation.
– Use alignment tools, such as laser alignment devices or straightedges, to accurately assess and correct any misalignment. Adjust the position of sprockets, guides, and supports as necessary.
4. Regular Maintenance:
– Implement a scheduled maintenance program to regularly inspect and maintain proper tensioning and alignment of the conveyor chain.
– Monitor the chain’s performance, including wear patterns, noise levels, and power consumption, as indicators of potential tensioning or alignment issues.
– Keep the chain clean and free from debris or contaminants that can affect its movement and alignment.
By following these steps and regularly monitoring the tensioning and alignment of the conveyor chain, you can ensure smooth and reliable operation, minimize chain wear, and reduce the risk of unexpected failures.
How does a conveyor chain handle different types of materials?
A conveyor chain is designed to handle a wide variety of materials in diverse industrial applications. It is capable of efficiently transporting different types of materials, including:
1. Bulk Materials: Conveyor chains are commonly used to handle bulk materials such as grains, coal, ores, aggregates, and powders. The design of the chain, including the spacing and shape of the links, helps prevent material spillage and ensures smooth and consistent flow.
2. Packaged Goods: Conveyor chains are also used for conveying packaged goods such as boxes, cartons, crates, and pallets. They provide a stable and reliable method of transporting these items along the production line, reducing manual handling and increasing productivity.
3. Small Parts: Conveyor chains with specialized attachments or small-pitch configurations are suitable for handling small parts or components. These chains ensure precise positioning and gentle transport of delicate or intricate items.
4. Heavy-Duty Loads: Industrial conveyor chains are capable of handling heavy-duty loads, such as automotive parts, machinery components, and large equipment. They are engineered to withstand the weight and stress of these objects, providing reliable and efficient material handling in demanding environments.
5. Food and Beverage Products: Conveyor chains used in the food and beverage industry are designed to meet strict hygiene and safety standards. They are constructed from materials that are resistant to corrosion, easy to clean, and compliant with food-grade regulations. These chains ensure the safe and contamination-free handling of food products.
6. Hazardous Materials: Conveyor chains can be used to safely transport hazardous materials, such as chemicals or waste products. Specialized chains with additional safety features, such as sealed housings or containment systems, are utilized to minimize the risk of spills or leaks.
Conveyor chains can be customized with different chain configurations, attachments, and accessories to accommodate specific material characteristics and handling requirements. The selection of the appropriate chain type, material, and design parameters ensures optimal performance and efficient material handling for a wide range of materials.

What are the different types of conveyor chains?
There are several types of conveyor chains available, each designed to meet specific application requirements. Here are some common types of conveyor chains:
- Roller chains: Roller chains are the most commonly used type of conveyor chain. They consist of a series of cylindrical rollers connected by side plates. Roller chains provide smooth and efficient movement and are suitable for medium to heavy-duty applications.
- Double pitch chains: Double pitch chains have larger pitch (distance between the centers of adjacent pins) compared to standard roller chains. They are often used in applications that require slower speeds and lighter loads.
- Hollow pin chains: Hollow pin chains have hollow pins that allow for easy attachment of various accessories or attachments. They are commonly used in conveying applications that require customization or where attachments need to be mounted.
- Apron or slat chains: Apron or slat chains consist of plates or slats that are connected by hinges. They are used in heavy-duty applications where the chain needs to support and carry large loads or withstand harsh environments.
- Plastic chains: Plastic chains are made of durable and lightweight materials such as acetal or polyethylene. They offer benefits such as corrosion resistance, low noise levels, and the ability to work in wet or washdown environments. Plastic chains are commonly used in food processing, packaging, and pharmaceutical industries.
These are just a few examples of conveyor chain types, and there are many other variations available depending on specific application requirements. The selection of the appropriate conveyor chain type depends on factors such as load capacity, speed, environment, and desired functionality.
editor by CX 2023-11-28
China Good quality Factory Direct Supply Roller Chain for Conveyor
Product Description
Factory Direct Supply Roller Chain For Conveyor
Stainless Steel Roller Chains,Stainless Steel Conveyor chain, Stainless steel chainn for bottle conveyor line which is used on bottle filling conveyor lines, other standard ss chain or special ss chains (SS304 chain, SS316 chains, SS316L chains, SS conveyor chains, SS304 conveyor chain, SS316 conveyor chain) all available
We have many OEM chain factory customer from Europe and our conveyor chains quality is similar to the A quality in the world.
We are professional supplier of chains
1) Chain NO. : 08A to 48A, 04B to 48B
2) Any special requirements about pins, attachments, and plates can be meet.
3) Color available: natural, yellow, blue, and so on
We are the leading top Chinese chain manufacturer, and are specializing in various high quality Agricultural Chain. We comply with
DIN, ANSI, or ISO standard as per customer’s request.
We can also supply chain as below:
1. Roller chains with straight side plate (A series) ;08A to 48A
2. Roller chains with straight side plate (B series) :04B to 48B
3. Short pitch conveyor chain with attachments : O8A to 16B with attachment
4. Conveyor chain with special attachments (A series) : C08A-1 to C32A-3
5. Conveyor chain with special attachments (B series) : C08B-1 to C32B-3
6. Conveyor chain with special attachments : A1,K1,WK1,WK2,WA1,WA2
7. Short pitch conveyor chain with extended pins :40HP,50HP,60HP,80HP.
8.Conveyor chain with special extended pins
9.Double pitch conveyor chains
10. Double pitch conveyor chain with attachments
11.Double pitch conveyor chain with special attachments
12.Double pitch conveyor chain with extended pins
13. Double plus chains
14. Lumber conveyor chain & attachments
15. Sharp top chains
16. Roller chain with vulcanised elastomer profiles
17.Roller chain with U type attachments
18.Roller chain with plastic attachments
19. Plastic chains
20. Roller chain with plastic rollers
21.Various conveyor chains
22. Conveyor chains(M series)
23. Conveyor chain with attachments(M series)
24. Conveyor chains(MT series)
25. Hollow pin conveyor chains(MC series)
26. Conveyor chains(FV series)
27. Conveyor chain with attachments(FV series)
28. Conveyor chains(FVT series)
29. Hollow pin conveyor chains(FVC series)
30. Non-standard hollow pin conveyor chains
31. Conveyor chains(Z series)
32. Conveyor chain with attachments(Z series)
33. Conveyor chains(ZE series)
34. Hollow pin conveyor chains(ZC series)
35. Conveyor chains
36. Conveyor chain with attachments
37.Steel chains for sewage disposal
38. Special conveyor chains
39. Universal movement conveyor chains
40.Conveyor chains for hoisting
41.Welded conveyor chains
42. Roller chains for textile machinery
43.Roller chains for folio transport(Gripper)
44. Support chains
45. 78PF1 conveyor chains
46. Conveyor chains for paper mill
47. Conveyor chains for metal decorating system
48.To top chain-curved movement
49.Double flex chains
50. Hollow pin chains
51. Engineering bush chains
52.Engineering bush chain with attachments
53. Escalator step-chains
54. Conveyor chains for steel mill
55. Scraper conveyor chains
56. Welded steel chains
57.Welded steel chain with attachments
58. Steel pintle chain
59. Steel pintle chain with attachments
60. Conveyor chains for fibreboard equipment
61. Conveyor chains for crawler asphalt paver
62. Palm oil chains
63. Sugar chains
64. Flat-top conveyor chains
|
Product Name |
MW Steel Transmission Industrial Lifting Overhead Conveyor Roller Chain |
|
Size |
A series |
|
Pitch |
4.7625-76.2mm |
|
Material |
Carbon steel/stainless steel(SS304,SS316) |
|
Colour |
Nature |
|
Standard |
ISO DIN GB ANSI |
|
Length |
Standard length 1.524M/box or 10 feet/box |
HangZhou CZPT Industry Co., Ltd. is a specialized supplier of a full range of chains.
Due to our CZPT in offering best service to our clients, understanding of your needs and overriding sense of responsibility toward filling ordering requirements, we have obtained the trust of buyers worldwide. Having accumulated precious experience in cooperating with foreign customers, our products are selling well in the American, European, South American and Asian markets.Our products are manufactured by modern computerized machinery and equipment. Meanwhile, our products are manufactured according to high quality standards, and complying with the international advanced standard criteria.
With many years’ experience in this line, we will be trusted by our advantages in competitive price, one-time delivery, prompt response, on-hand engineering support and good after-sales services.
Additionally, all our production procedures are in compliance with ISO9001 standards. We also can design and make non-standard products to meet customers’ special requirements. Quality and credit are the bases that make a corporation alive. We will provide best services and high quality products with all sincerity. If you need any information or samples, please contact us and you will have our soon reply.
FAQ:
Q1: Are you trading company or manufacturer ?
A: We are factory.
Q2: How long is your delivery time and shipment?
1.Sample Lead-times: generally 30 workdays.
2.Production Lead-times: 60 workdays after getting your deposit.
Q3. What is your terms of payment?
A: T/T 30% as deposit, and 70% before delivery.
We’ll show you the photos of the products and packages before you pay the balance.
Q4: What is your advantages?
1. Manufacturer,the most competitive price and good quality.
2. Perfect technical engineers give you the best support.
3. OEM is available.
4. Rich stock and quick delivery.
Q5. If you can’t find the product on our website,what do you next?
Please send us inquiry with product pictures and drawings by email or other ways and we’ll check
| Standard or Nonstandard: | Standard |
|---|---|
| Application: | Textile Machinery, Garment Machinery, Conveyer Equipment, Packaging Machinery, Food Machinery, Marine, Mining Equipment |
| Surface Treatment: | Polishing |
| Material: | Steel |
| Type: | Roller Chain |
| Transport Package: | Standard Sea Worthy Package |
| Samples: |
US$ 15/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
| Customized Request |
|---|

How do you calculate the required horsepower for a conveyor chain drive?
The calculation of required horsepower for a conveyor chain drive involves considering various factors related to the conveyor system and the specific application. Here is a step-by-step process:
1. Determine the Total Resistance:
– Calculate the total resistance that the conveyor chain needs to overcome during operation. This includes the resistance due to the load being conveyed, frictional losses, elevation changes, and any other resistances in the system.
2. Convert the Resistance to Equivalent Inertia:
– Convert the total resistance to an equivalent inertia by multiplying it by the square of the chain speed.
3. Calculate the Total Inertia:
– Determine the total inertia of the system by considering the inertia of all the rotating components, such as the conveyor chain, sprockets, and any other driven elements.
4. Determine the Required Torque:
– Calculate the required torque by multiplying the total inertia by the desired acceleration or deceleration rate.
5. Convert Torque to Horsepower:
– Convert the required torque to horsepower by dividing it by the motor speed (in RPM) and multiplying by a conversion factor.
6. Consider Safety Factors and Efficiency:
– Apply safety factors to the calculated horsepower to account for variations, contingencies, and future growth.
– Consider the efficiency of the drive system, including the motor, gearbox, and other transmission components, to ensure accurate power transmission.
It’s important to note that the above calculation method provides an estimate of the required horsepower. Consulting with conveyor system manufacturers, engineers, or industry-specific guidelines is recommended for precise calculations and to ensure the selected conveyor chain drive meets the application requirements.

How do you calculate the power requirements for a conveyor chain?
Calculating the power requirements for a conveyor chain involves considering various factors. Here’s a step-by-step process:
1. Determine the total weight to be transported: Measure or estimate the total weight of the material or product that will be carried by the conveyor chain. This includes the weight of the product itself, any packaging, and additional loads.
2. Determine the speed of the conveyor: Determine the desired speed at which the conveyor chain will operate. This is typically measured in feet per minute (FPM) or meters per second (m/s).
3. Calculate the required capacity: Multiply the total weight by the desired speed to determine the required capacity of the conveyor system. This will give you the weight per unit of time (e.g., pounds per minute or kilograms per hour).
4. Consider the conveyor’s design factors: Take into account various design factors such as the type and pitch of the conveyor chain, the coefficient of friction between the chain and the conveyor components, and any incline or decline angles of the conveyor system. These factors affect the power requirements.
5. Determine the required power: Use the following formula to calculate the power requirements:
Power (in horsepower) = (Capacity × Friction Factor) ÷ (33,000 × Efficiency)
Where:
– Capacity is the weight per unit of time (from step 3)
– Friction Factor is the ratio of chain tension to chain weight, taking into account the design factors
– 33,000 is a conversion factor to convert the units to horsepower
– Efficiency is the overall efficiency of the conveyor system, typically expressed as a decimal value (e.g., 0.95 for 95% efficiency)
6. Select a suitable motor: Based on the calculated power requirements, select a motor that can provide the necessary power to drive the conveyor chain. Consider factors such as motor type, motor efficiency, and overload capacity.
It’s important to note that the power requirements may vary depending on specific conveyor system designs and operating conditions. Consulting with a qualified engineer or conveyor manufacturer is recommended to ensure accurate calculations and proper motor selection.
How do you calculate the required length of a conveyor chain?
Calculating the required length of a conveyor chain involves considering several factors related to the conveyor system and the specific application. Here’s a step-by-step guide:
- Determine the Conveyor Length: Measure the total length of the conveyor path, including any horizontal, inclined, or vertical sections.
- Account for Sprocket Centers: Identify the locations of the sprockets or drive units along the conveyor path. Measure the distance between each pair of adjacent sprockets.
- Calculate the Number of Links: Divide the total conveyor length by the pitch of the chain to determine the number of links required. The pitch is the distance between the center of two consecutive pins on the chain.
- Consider Tension Adjustment: Take into account any tension adjustment requirements based on the specific application. This may include allowances for tensioning devices or tension variations due to load fluctuations.
- Include End Connections: Consider the length of the end connections, such as master links or connecting pins, which are used to join the ends of the chain. Include their dimensions in the total chain length calculation.
- Add Safety Factors: Incorporate appropriate safety factors to ensure adequate chain length for proper tensioning and to accommodate any potential stretching or wear over time.
It’s important to note that the calculation of the required chain length is an estimation based on various factors and may require adjustments during the installation and tensioning process. Consulting the conveyor manufacturer’s guidelines or working with an experienced engineer can provide more precise calculations based on the specific conveyor system and application requirements.
editor by CX 2023-09-06
China Good quality Straight Side Plate Conveyor Stainless Steel Precision Short Link Industrial Roller Chain
Product Description
Company Profile
-HangZhou CHOHO Industrial Co., Ltd. was founded in 1999. Has become the leader of chain system technology, the first batch of natioal recognized enterprise technology center,national technology innovation demonstration enterprise,and the first A-share listed company in China’s chain drive industry.The securities code is 003033.
-CHOHO has 4 subsidiaries, including testing technology and international trading companies. has 4 factories in HangZhou, Thailand factory, ZheJiang R&D Center and Tokyo R&D Center. In addition, CHOHO ZHangZhoug Industrial zone is expected to be completed & put into operation next year.
-We specialized in producing all kinds of standard chains and special chains, such as Agricultural Chain, Sprocket, Chain Harrow, Tillage Parts,Rice Harvester Chain, GS38 Chain, Roller Chain, Automobile Chain, Motorcycle Chain Industrial Chain and so on.Our partners among world top enterprises, such as LOVOL,JOHN DEERE,NEW HOLLAND, CLASS,AGCO,DEUTZFAHR,HONDA, KUBOTA etc.
Production Capacity Equipment
By 2571,CHOHO has more than 2,700 sets of main production equipment and more than 600 sets of high-precision equipment,With the domestic advanced product laboratory and chain production assembly line, CHOHO has strong research and development and testing capabilities for high-end chain products.
Our Advantages
1. Any inquiry you make will be answered professionally within 6~8 hours.
2. Attaches great importance to product quality and approved by many global quality system certification,such as France, Norway, Germany.
3. Focused on Chain since 1999, have rich experience in Production.
4. High-quality workers,First-class advanced equipment,good quality control,advanced technology.
5. Be Good at Custom-Made Products, provide customized services for customers.
6. Participated in the drafting of 24 national and industrial standards such as chains.As of 2571-Mar, CHOHO has 180 authorized patents.
7. With the responsibility of “Providing high quality chain system with the same service life for the global locomotive industry”, have established a strong R&D team.
CHOHO has a natural brand awareness. As of January 2571, CHOHO has registered the “CHOHO” trademark in more than 60 countries, including the United States, Japan, the United Kingdom, France, Germany, Russia, Spain, Austria, Belgium, Bulgaria, Croatia, Czech Republic, Denmark, Finland, Greece , Hungary, Ireland, Italy, Netherlands, Poland, Portugal, Romania, Ukraine, Sweden, Australia, Algeria, Egypt, Kenya, Morocco, South Korea, Kazakhstan, Mongolia, Syria, Thailand, Pakistan, India, Brazil, Mexico, Colombia, etc.
Product Advantages
Certifications
CHOHO attaches great importance to product quality and approved by many global quality system certification, such as France, Norway, and Germany. Through the establishment of a sophisticated production management process and quality control system, the entire product process control is achieved. With the introduction of advanced production, processing, and testing equipment, CHOHO has internationally leading full-process quality control capabilities to provide customers with high-quality products.
Choho Provide Chain System Solutions for The Global Top 500 and The Enterprises in Various Fields Top 10!
Broad Customer Channels Market Continues to Develop!
CHOHO has been invited to participate in domestic & international agricultural machinery exhibitions, such as Hannover Messe, Bologna Fair, Canton Fair ,VIV ASIA and so on!
Packaging & Shipping
| Packaging Details: | Chain+Plastic Bag+Neutral Box+Wooden case+Big Carton+Steel Pallets or Customization |
FAQ
1. Are you manufacturer or trade Company?
We are a factory focused on producing and exporting Chain over 23 years,have a professional international trade team.
2. What terms of payment you usually use?
T/T 30% deposit and 70% against document, L/C at sight
3. What is your lead time for your goods?
Normally 30~45 days.Stock can be shipped immediately.
4. Do you attend any Show?
We attend Hannover show in Germany, EIMA in Italy, CZPT in France, CIAME in China and many other Agricultural machinery shows.
5.Do you offer free samples?
Yes,we can.or you just bear the shipping cost.
6.Is OEM available?
Yes, OEM is available. We have professional designers to help you design.
|
Shipping Cost:
Estimated freight per unit. |
To be negotiated |
|---|
| Usage: | Transmission Chain, Conveyor Chain, Dedicated Special Chain, Roller Chain |
|---|---|
| Material: | Stainless steel |
| Surface Treatment: | Polishing |
| Samples: |
US$ 0/Meter
1 Meter(Min.Order) | Order Sample |
|---|
| Customization: |
Available
| Customized Request |
|---|
Can a conveyor chain be used in high-speed applications?
Yes, a conveyor chain can be used in high-speed applications depending on the design and specifications of the chain and the conveyor system. However, there are certain factors to consider when using a conveyor chain in high-speed applications:
1. Chain Design: The design of the conveyor chain should be capable of handling high speeds without compromising safety or performance. Specialized high-speed chains are available that are specifically engineered to withstand the demands of high-speed applications.
2. Material Selection: The material used in the construction of the conveyor chain should have high strength and durability to withstand the forces and stresses at high speeds. Common materials for high-speed conveyor chains include alloy steels, stainless steel, and special polymers.
3. Lubrication: Proper lubrication is crucial in high-speed applications to reduce friction, heat, and wear. Lubricants specifically designed for high-speed conveyor chains should be used to ensure smooth operation and extend the chain’s lifespan.
4. Tensioning and Alignment: Accurate tensioning and alignment of the conveyor chain are critical for high-speed applications. Proper tensioning helps to maintain the chain’s stability and prevent excessive vibrations or elongation, which can lead to chain failure or premature wear.
5. Safety Considerations: High-speed applications require additional safety measures to protect personnel and equipment. Proper guarding, emergency stop systems, and regular maintenance inspections are essential to ensure safe operation.
It’s important to consult the conveyor chain manufacturer or an engineering professional to determine the suitability of a specific chain for high-speed applications. They can provide guidance on selecting the appropriate chain design, material, lubrication, and maintenance practices to ensure reliable and efficient operation at high speeds.

What are the advantages of using a plastic conveyor chain?
Plastic conveyor chains offer several advantages over traditional metal chains. Here are some of the key advantages:
1. Corrosion Resistance: Plastic chains are highly resistant to corrosion, making them ideal for applications in humid or corrosive environments. They do not rust or deteriorate when exposed to moisture or chemicals.
2. Lightweight: Plastic chains are significantly lighter than metal chains, making them easier to handle and install. Their lightweight nature reduces the overall weight of the conveyor system and can result in energy savings during operation.
3. Low Noise Operation: Plastic chains generate less noise compared to metal chains, leading to a quieter working environment. This can be particularly beneficial in industries where noise reduction is important, such as food processing or packaging.
4. Reduced Friction and Wear: Plastic chains have self-lubricating properties, which reduce friction and wear. This results in lower maintenance requirements and longer chain life. The smooth surface of plastic chains also minimizes the risk of product damage during transportation.
5. Flexibility and Modularity: Plastic chains can be easily customized and designed to fit specific conveyor system requirements. They offer flexibility in terms of length, width, and configuration. Additionally, plastic chains are often modular, allowing for easy replacement of damaged or worn-out sections without replacing the entire chain.
6. Cost-Effective: Plastic conveyor chains are generally more cost-effective compared to metal chains. They are often less expensive to manufacture and offer a longer lifespan with minimal maintenance requirements, resulting in lower overall costs.
7. Chemical Resistance: Plastic chains are resistant to a wide range of chemicals, making them suitable for applications where exposure to aggressive substances is a concern. They can withstand contact with oils, acids, alkalis, and various cleaning agents.
Overall, the advantages of using a plastic conveyor chain include corrosion resistance, lightweight design, low noise operation, reduced friction and wear, flexibility, cost-effectiveness, and chemical resistance. These benefits make plastic chains a popular choice in various industries, including food processing, packaging, pharmaceuticals, and logistics.
What are the advantages of using a conveyor chain in material handling?
Conveyor chains offer numerous advantages in material handling applications, making them a preferred choice in various industries. Here are some of the key advantages:
- Efficient Transportation: Conveyor chains provide a continuous and reliable means of transporting materials, ensuring a smooth flow throughout the production or distribution process. They can handle both light and heavy loads, enabling efficient movement of items of different sizes and weights.
- Increased Productivity: By automating the material handling process, conveyor chains help increase productivity and operational efficiency. They eliminate the need for manual handling and reduce human effort, allowing employees to focus on other tasks, resulting in higher throughput and reduced labor costs.
- Flexibility and Customization: Conveyor chains can be designed and configured to meet specific material handling requirements. They are available in various lengths, widths, and configurations, allowing for customization based on the layout and space constraints of the facility. Additionally, different types of conveyor chains can be selected to handle specific materials or accommodate special handling needs.
- Improved Safety: Conveyor chains enhance workplace safety by reducing the risk of manual lifting and carrying heavy loads. They provide a controlled and controlled movement of materials, minimizing the chances of accidents and injuries. Additionally, safety features such as emergency stop buttons, guardrails, and sensors can be incorporated into the conveyor system to further enhance safety.
- Space Optimization: Conveyor chains utilize vertical and horizontal space efficiently, making them ideal for facilities with limited floor space. They can be designed to navigate corners, inclines, and declines, allowing for optimized layout and maximizing the use of available space.
- Versatility: Conveyor chains are versatile and can handle a wide range of materials, including bulk items, packaged goods, fragile items, and irregularly shaped objects. They can accommodate different types of conveyance methods such as flat, inclined, or spiral conveyors, providing flexibility in material handling processes.
- Improved Inventory Control: Conveyor chains enable better inventory control by facilitating the smooth movement and tracking of materials. They can be integrated with barcode scanners, RFID technology, or other tracking systems to monitor the flow of goods and provide real-time information on inventory levels.
- Reduced Material Damage: Conveyor chains help minimize material damage during handling and transportation. They provide a stable and controlled movement, reducing the risk of items falling or getting damaged due to manual handling or rough transportation methods.
The advantages of using a conveyor chain in material handling include improved efficiency, productivity, safety, space utilization, and inventory control, leading to cost savings and enhanced overall operational performance.
editor by CX 2023-08-22
China Good quality Transmission Industrial Conveyor Chain Roller Chain /Hollow Chain/Stainless Steel Pintle Chain/Motorcycle/Agricultural Chain
Product Description
Product Description
Hollow Pin Conveyor Chains (MC Series)
Chain No.: MC28, MC56, MC112, MC224
Pitch: 63.0 to 160.0 mm
For Free Samples
Prompt Delivery
Green Product
International Approvals
Experienced Staff
Product Parameters
We look CZPT to receiving your enquires soon.
Conveyor chain is used for conveyor products from 1 place to another place e. X for the lumber, we supply good quality Conveyor chain, such as: 81X, 81XH, 81XHH, 81XHS, 500R and so on, if you have special demand we also could develop it for you.
Our Advantages
Why choose us?
1. HangZhou CZPT Chain Group Co., Ltd established in 1991, we have 5 subsidiaries in China and also have 6 subsidiaries abroad;
2. We covering a production area of 200, 100 square meters, have more than 1, 800 sets of advanced equipment and over 3, 100 highly skilled employees, the annual production capacity has exceeded 20, 000, 000 meters;
3. We specialized in producing all kinds of standard chains and special chains, such as A or B series chains, driving chains, conveyor chains, dragging chains, agricultural chains and so on;
4. We have obtained ISO9001, ISO14001, ISO16969, AAA and API certificates.
The company is specialized in producing all kinds of standard chains and special chains, E. G. A or B series chains, automobile chains, stainless steel chains, combine harvester chains, heavy-duty cranked link transmission chains, stereo garage chains and maintenance-free chains etc. In recent years, it invests the capital and depends on the improvement of technology to accelerate the step of new product development and the step of technology reform. It intends to produce high strength and precision chains in order to meet requirements of the domestic and overseas markets. We have enclosed our catalog, which introduces our company in detail and covers the main products we supply at present. You may also visit our online company introduction at which includes our latest product line.
| Usage: | Transmission Chain |
|---|---|
| Material: | Stainless steel |
| Surface Treatment: | Shot Peening |
| Feature: | Heat Resistant |
| Chain Size: | We Can Produce According to Your Requirements |
| Structure: | All Kinds of You Required |
What are the considerations for selecting a corrosion-resistant conveyor chain?
When selecting a corrosion-resistant conveyor chain, several factors need to be considered to ensure the chain’s longevity and performance in corrosive environments. Here are some key considerations:
1. Material Selection: Choose a chain material that is inherently resistant to corrosion. Stainless steel, such as AISI 304 or AISI 316, is a common choice due to its excellent corrosion resistance properties. Other materials like plastic chains or special alloys can also be considered based on the specific application requirements.
2. Coatings and Surface Treatments: In some cases, additional protective coatings or surface treatments can be applied to enhance the chain’s corrosion resistance. These coatings, such as zinc plating, galvanizing, or epoxy coatings, create a barrier between the chain material and corrosive substances, preventing direct contact and reducing the risk of corrosion.
3. Environmental Compatibility: Consider the specific corrosive agents present in the environment where the conveyor chain will be used. Different corrosive substances, such as acids, alkalis, or saltwater, require specific resistance properties. Ensure that the selected chain material and coatings are compatible with the corrosive agents present in the operating environment.
4. Maintenance and Lubrication: Proper maintenance and lubrication play a crucial role in preventing corrosion and extending the life of a conveyor chain. Regular cleaning, inspection, and application of appropriate lubricants can help remove corrosive contaminants and protect the chain surface from degradation.
5. Testing and Certification: Consider chains that have undergone testing and certification for corrosion resistance in relevant industry standards. Look for certifications such as ISO 9227 (salt spray test) or ASTM B117 (corrosion resistance test) to ensure the chain’s performance in corrosive environments.
By carefully considering these factors and consulting with conveyor chain manufacturers or corrosion-resistant experts, you can select a chain that is well-suited for your specific corrosive environment, minimizing the risk of corrosion-related issues and ensuring optimal performance and longevity.
How does a conveyor chain handle different types of materials?
A conveyor chain is designed to handle a wide variety of materials in diverse industrial applications. It is capable of efficiently transporting different types of materials, including:
1. Bulk Materials: Conveyor chains are commonly used to handle bulk materials such as grains, coal, ores, aggregates, and powders. The design of the chain, including the spacing and shape of the links, helps prevent material spillage and ensures smooth and consistent flow.
2. Packaged Goods: Conveyor chains are also used for conveying packaged goods such as boxes, cartons, crates, and pallets. They provide a stable and reliable method of transporting these items along the production line, reducing manual handling and increasing productivity.
3. Small Parts: Conveyor chains with specialized attachments or small-pitch configurations are suitable for handling small parts or components. These chains ensure precise positioning and gentle transport of delicate or intricate items.
4. Heavy-Duty Loads: Industrial conveyor chains are capable of handling heavy-duty loads, such as automotive parts, machinery components, and large equipment. They are engineered to withstand the weight and stress of these objects, providing reliable and efficient material handling in demanding environments.
5. Food and Beverage Products: Conveyor chains used in the food and beverage industry are designed to meet strict hygiene and safety standards. They are constructed from materials that are resistant to corrosion, easy to clean, and compliant with food-grade regulations. These chains ensure the safe and contamination-free handling of food products.
6. Hazardous Materials: Conveyor chains can be used to safely transport hazardous materials, such as chemicals or waste products. Specialized chains with additional safety features, such as sealed housings or containment systems, are utilized to minimize the risk of spills or leaks.
Conveyor chains can be customized with different chain configurations, attachments, and accessories to accommodate specific material characteristics and handling requirements. The selection of the appropriate chain type, material, and design parameters ensures optimal performance and efficient material handling for a wide range of materials.
What industries commonly use conveyor chains?
Conveyor chains are widely used in various industries for efficient material handling and transportation. Here are some of the industries commonly using conveyor chains:
- Manufacturing: Conveyor chains are extensively used in manufacturing industries such as automotive, electronics, appliances, and machinery. They facilitate the movement of components, parts, and finished products along assembly lines.
- Food and Beverage: The food and beverage industry relies heavily on conveyor chains for conveying and processing food products, including packaging, sorting, and distribution. Conveyor chains in this industry often have specific requirements such as sanitary design and resistance to contaminants.
- Logistics and Warehousing: Conveyor chains are integral to logistics and warehousing operations for efficient handling of goods, including sorting, loading, unloading, and distribution. They are commonly used in distribution centers, airports, and postal facilities.
- Mining and Quarrying: Conveyor chains play a crucial role in mining and quarrying operations by transporting bulk materials such as coal, ore, gravel, and aggregates. They are designed to withstand heavy loads and harsh environments.
- Agriculture: In the agricultural sector, conveyor chains are used for handling crops, grains, seeds, and livestock feed. They are employed in processing plants, grain elevators, and animal feed production facilities.
- Automotive: The automotive industry extensively uses conveyor chains in assembly plants for transporting vehicle components, body frames, engines, and other parts throughout the production process.
- Pharmaceutical and Healthcare: Conveyor chains are utilized in pharmaceutical and healthcare facilities for the automated movement of medical supplies, pharmaceutical products, and laboratory specimens.
- Chemical and Petrochemical: Conveyor chains are employed in chemical and petrochemical industries for the handling of hazardous materials, bulk chemicals, and raw materials during production and storage.
- Construction and Building Materials: Conveyor chains are used in construction sites and building material production facilities for conveying materials such as cement, bricks, aggregates, and roofing materials.
These are just a few examples, and conveyor chains are also utilized in many other industries where efficient material handling and transportation are essential for the production and distribution processes.
editor by CX 2023-07-31
China 2023 New 18K Gold 3MM Twelve Zodiac Bracelet Stainless Steel Adjustable NK Chain Letter Pendant Bracelet Spot Wholesale with Good quality
Product Amount: HB077
Jewellery Major Materials: Stainless steel
Substance Type: 316L
Diamond form: Other
Bracelets or Bangles Kind: Chain & Url Bracelets
Gender: Unisex, Women’s, Men’s, Children’s
Main Stone: Stainless Metal
Jewellery Variety: Bracelets, Bangles
Event: Anniversary, Engagement, Present, Social gathering, Wedding ceremony, Other
Certification Variety: 3rd Get together Appraisal
Plating: Titanium Plated, 18K Gold Plated
Shapepattern: Zodiac
Design: Stylish
Inlay technological innovation: Aperture location
Solution title: Most current Bracelets Designs
Content: 316L Stainless Metal
MOQ: twelve pcs
Coloration: Photograph Shows
Packing: 1pcs/opp Bag
Brand: Acknowledge Tailored Emblem
OEM/ODM: Warmly Welcomed
Shipping time: 3-7 Times
Transport: UPS DHL EMS Fedex TNT
Edge: Rapidly Shippment
Packaging Information: 1 Pcs/OPP Bag, Tremendous Quality Air compressor italy pump type belt-pushed air compressor 100L tank potential 2.2kw 3hp 1 design into large opp bag, ultimately into carton.
Items Description
| Brand Name | ZE XU Jewellery | ||||||
| Model Name | 2571 New 18K Gold 3MM Twelve Zodiac Bracelet Stainless Metal Adjustable NK Chain Letter Pendant Bracelet Spot Wholesale | ||||||
| Size | 16+5cm | ||||||
| Weight | 8 G | ||||||
| Main Substance | Stainless Metal | ||||||
| Plating | 18K Gold,Steel Shade | ||||||
| Feature | Does not fade, anti-allergic | ||||||
| Sample | Offer Cost-free Samples | ||||||
| Test Report | SGS, CCT and many others. | ||||||
| Advantage | Substantial good quality,Lower Price | ||||||
| More Goods | Ring, Earring, pendant, Necklace, Bracelet, Bangle, 6B4-45501-00 Outboard motor element Travel shaft CZPT T15, 2 stroke 9.9-15HP Jewellery Set and many others. | ||||||
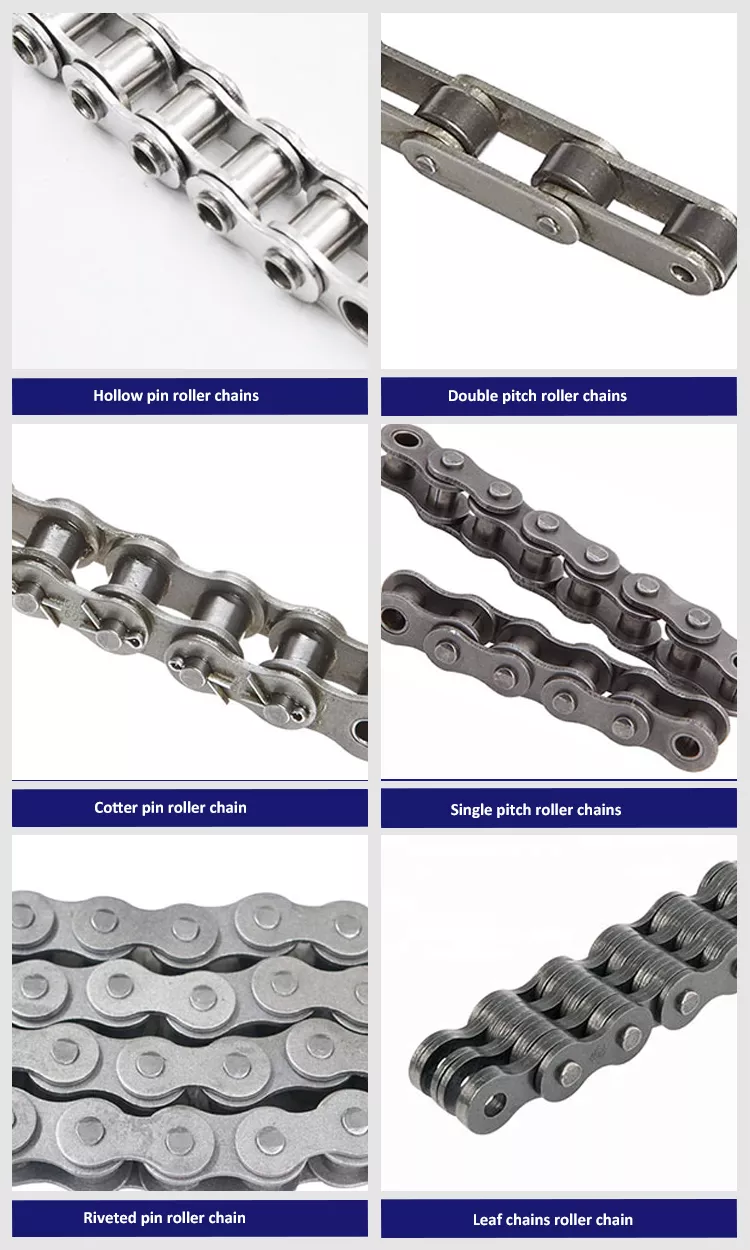
What is a roller chain?
What is a roller chain? A roller chain is a transmission system that transmits power from one shaft to another. Internal lubricant helps chains last longer and are interchangeable. Chains are usually made of carbon or alloy steel. Stainless steel is sometimes used in food processing machinery or in environments where lubrication is problematic. Brass and nylon are also sometimes used. If you need to slow down the machine, nylon chains can be used.
Roller chains are used to transmit power from one shaft to another
Generally speaking, the life of a roller chain is limited by three main factors: wear, corrosion, and fatigue. These can be minimized by following some simple guidelines. For optimum performance, the roller chain must be lubricated. Proper lubrication reduces friction and extends product life. Remember that corrosion and wind resistance can adversely affect lubrication, so protect the product properly.
A chain is a mechanical device used to transmit power from one shaft to another. The chain consists of a series of steel plates called bushings. Bushings are attached to the roller chain by pins or bushings. The block and bushing are held together by pins or bushings C riveted to the outer link D. The chain is also attached to the sprocket and bucket by pins or hooks. Chain pitch is measured between hinge centers, usually denoted p.
There are three types of chains: single-strand standard series, multi-strand standard series, and silent chain. Single strand chains are the most common type and cover a wide range of drive loads. Multi-strand chains provide greater power capacity without increasing chain pitch or line speed. An inverted tooth chain is a variant of a single-strand chain that eliminates the noise caused by pitch-related friction.
The inner and outer plates of the roller chain drive are made of steel. The rollers are positioned evenly between the chain links and are fastened to the sprockets. In addition, the rollers can rotate freely within the bushing. The chain links are arc-shaped and mesh with the sprocket teeth to transmit power through the chain.
Chain drives are another common way of transmitting mechanical power. These are the simplest forms of power transmission and are used on conveyor belts and other low-speed applications. The chain wraps around the sprocket and passes through the sprocket whose teeth mesh with the links. This mechanism transfers mechanical power from one shaft to another, increasing speed.
They are interchangeable
There are many different types of roller chains, but most are made of steel. Although they have their own advantages and features, they are generally interchangeable. You can buy different kinds of roller chains from domestic and foreign manufacturers, and you can choose the one that best suits your needs. Bearing Services can help you choose the right bearing for your application needs and budget. Here are some important things to consider before buying a roller chain. Here are some tips to make it easier for you to buy the right type of chain.
When choosing the right roller chain, be sure to consult the available size charts. Depends on how much chain you need to move the load you need to move. Remember that roller chains can be manufactured to fit a variety of machines and must meet your specific needs. Also, the chain should be long enough for the machine you are using. Make sure to buy a chain made of high-quality materials.
Double pitch roller chains have a flat top surface and are used in many different conveying applications. Double-pitch load-carrying roller chains, also known as oversized roller double-pitch chains, have rollers that extend beyond the sidebars to carry products. Double pitch drive series roller chains are used in elevators, long conveyor drives, agricultural machinery, and commercial sprinkler systems.
The tensile strength of a roller chain is a key factor to consider before purchasing a chain. The tensile strength of a chain is a function of the maximum force the chain can withstand before breaking. The three different types of tensile strength represent the force a chain can withstand without breaking. Each chain also has different strengths that can determine the type of chain you need.
The outer and inner links of the roller chain are designed for bearings. This allows the chain to be paired or unpaired with its internal links. The outer link has a pin, and the inner and outer pins are press-fit into the connecting plate. These links are usually made of steel and have a tensile strength of about 20 times their weight. The fatigue strength of two-pitch offset links is the same as that of the base chain.
They reduce wear with internal lubricants
In a roller chain, the pins and bushings rotate inside the chain without lubricant on the outside. They are in contact with the teeth of the sprocket and can easily wear out if not lubricated. The plates that connect the links and pivot about the pins can also rub against each other and cause wear. This is where lubricants come in handy. Without lubricant, the bare metal of the plate and bushing would rub against each other.
The lubricant should have the appropriate viscosity to penetrate critical internal surfaces and form an effective oil film. Recommended viscosities are listed in Table 1. Lubricants must be clean and non-corrosive. For roller chains, a good quality non-clean petroleum base oil is sufficient. While defoamers are not required, other additives such as antioxidants and extreme pressure inhibitors may be useful. However, impure oils should be avoided due to the risk of damage.
The shape of the spray head 10 overlaps with a conventional drive chain 12. The drive chain includes a plurality of rollers 24 and roller link plates 26. Each roller includes a roller pin 29 and is connected to a pair of pin link plates 28. Most drive chains have critical wear points on the sides of the roller pins 29. The shape of the spray head 10 prevents overspray onto the central portion of the roller.
In addition to preventing wear, these chains have unique specifications. Manufacturer CZPT requires raw material suppliers to certify that their products meet standards set by the American Society of Mechanical Engineers (ASME). CZPTs do not accept uncertified raw materials. For safety, the machine must be turned off before attempting to measure the chain. After the system is shut down, the measurement process should be completed in accordance with safety procedures.
General spray oil has lubricating properties, but is not as good as other types of chain lubricants. These are typically used for rust protection and include antioxidant chemicals. Generally, they are inexpensive and widely available in retail stores. However, they have the disadvantage of being very penetrating and difficult to apply evenly. Oil cannot stay on the chain as it spins, which can accelerate wear and corrosion.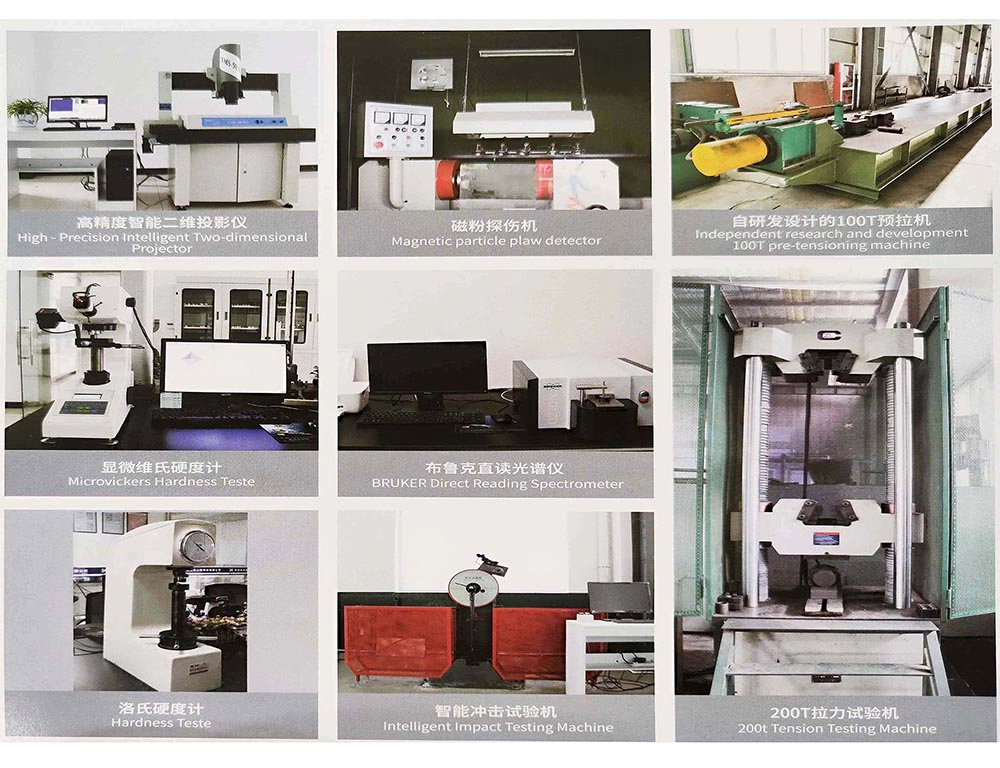
They can be used to speed up or slow down machines
Typically, roller chains are chains used to move mechanical system components. Unlike belts, roller chains can be used to speed up or slow down a machine. The main difference between belts and roller chains is the lubrication process. Belts use lubrication to help them move at a constant speed, but should not exceed the critical speed of the roller chain. This critical speed is not easy to determine and lubrication is critical to its life.
A roller chain is a chain consisting of a steel bushing that holds the inner plate A and pins C together. Pin C is riveted to outer link D, while roller R surrounds each bushing B. The teeth of the sprocket are supported on the rollers. They spin freely on pins and bushings, reducing friction.
The chains can be single-stranded, double-stranded, or multi-stranded. The rated power capacity of the single strand chain can meet various drive load requirements. Multi-strand chains provide higher power capacity without increasing chain pitch or line speed. The silent chain, also known as the inverted tooth chain, consists of a series of toothed chainplates. The pins of the chain are pressed into the wide ends of the sidebars and outer links.
Although roller chains are a common mechanical component, they can fail under certain conditions. The most common cause of excessive wear is wrong to load sizing. Each manufacturer sets a maximum workload for its product. A chain that is too small for the load carried will not run smoothly and may cause premature failure. Chains can also fail due to rust or improper maintenance.
There are many ways to choose the correct size roller chain. The easiest way to choose the right one is to use a horsepower chart to determine the speed of the motor. RPM will determine the size of the chain and the number of teeth on the drive sprocket. Conveyor chains offer a variety of options to move products horizontally or vertically, even around bend radii.
editor by Cx 2023-05-04